Servicios
Servicios Sistema de gestión de la producción tanto para aisladores individuales como para líneas de producción complejas. »
Sistema de gestión de la producción tanto para aisladores individuales como para líneas de producción complejas. »
¡Advertencia! El contenido en esta página está disponible solo en los siguientes idiomas: Inglés
Customer
Nestlé | Konolfingen, Switzerland
Customer Challenge
Manufacture trial batches of baby milk under aseptic condition within an isolator, with complete process and equipment integration: sterile transfer from fermentation, centrifugation, separation, mixing and can filling.
Performance Requirements – Nestlé
- Sterile transfer from fermenter, positioned outside isolator, to inside isolator
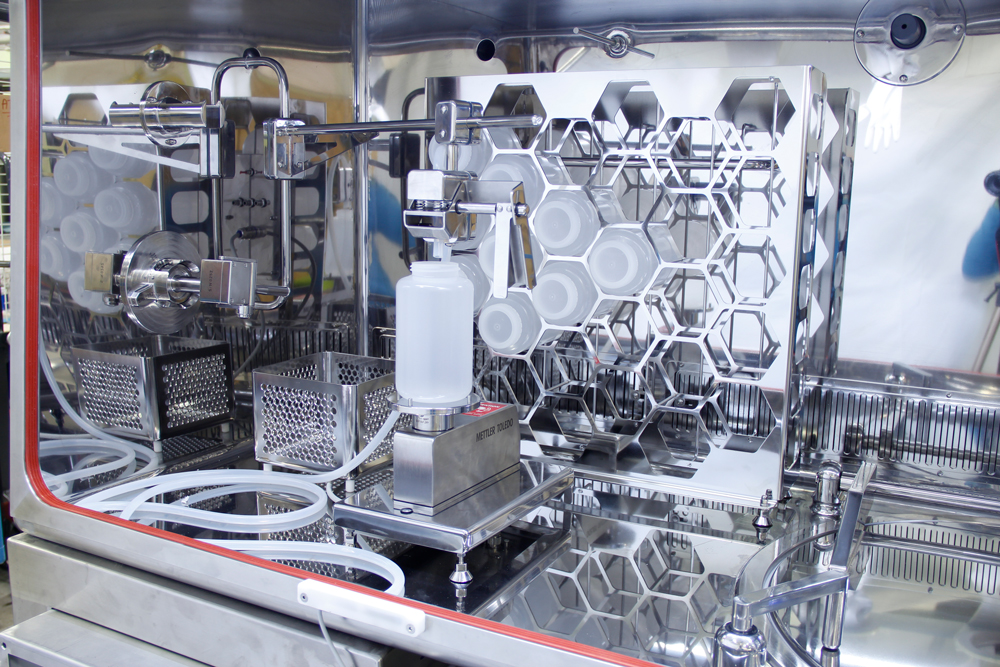
- Centrifuge for 1 liter bottles
- Separation with peristaltic pump and mixing with magnetic stirrer
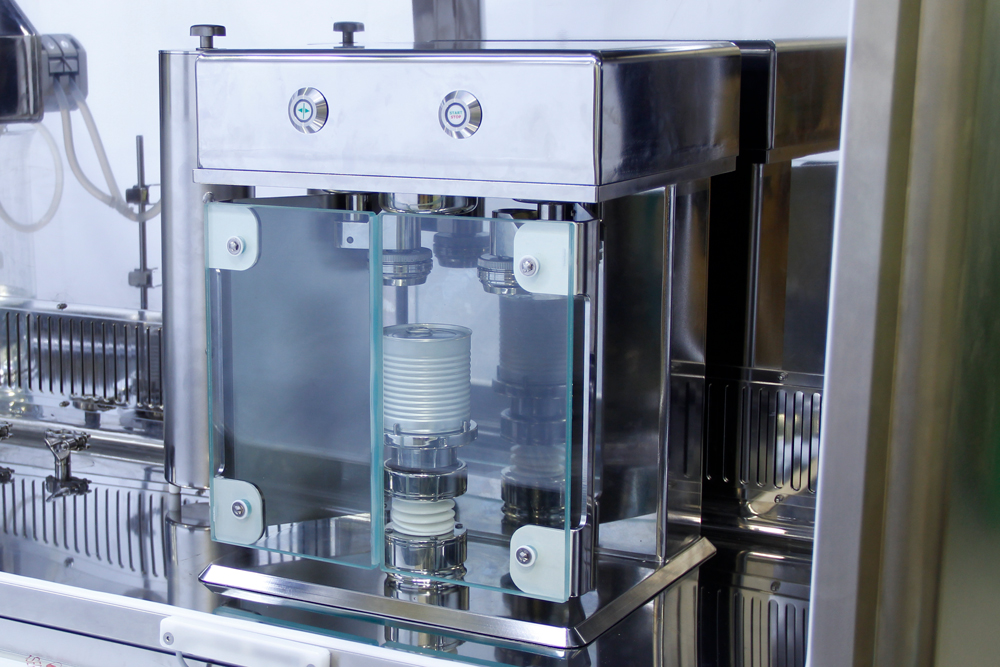
- Can filling with peristaltic pump and can closing system
- Sterile environment inside the isolator
Solution Highlights – Nestlé
Comecer Process Engineering studied, designed and manufactured an isolator with complete process integration, including a special centrifuge, and can filling/closing system.
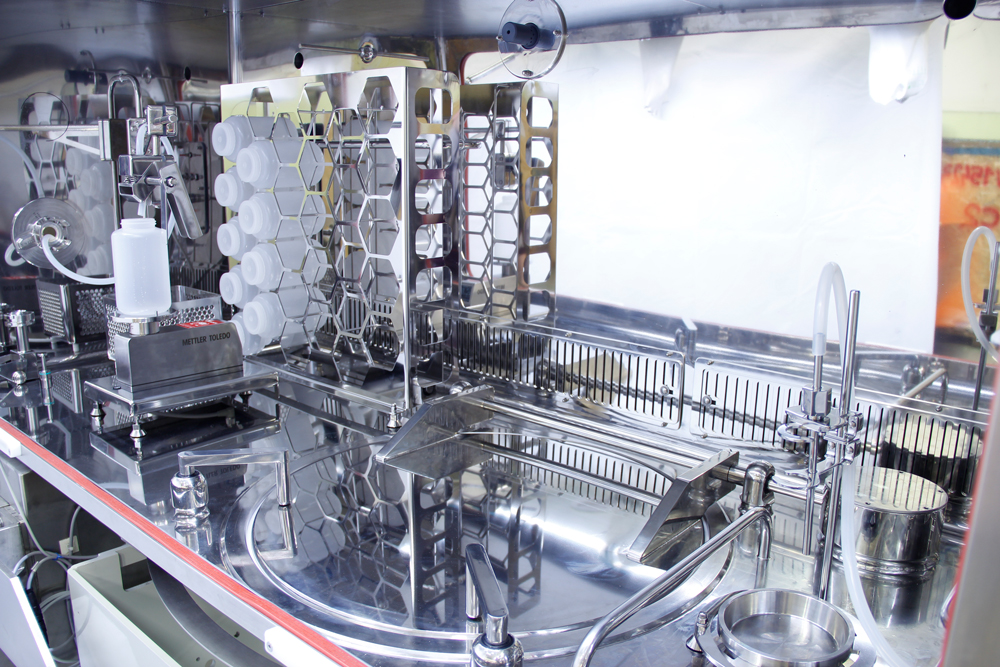
- Complete custom aseptic multi-chamber isolator (5 meters long, with 2 chambers and transfer chamber): centrifugation, separation, can filling/closing and outlet chamber
- Complete custom fitting with internal solutions for tools and ancillaries arrangement
- Laminar air flow in all chambers
- Special centrifuge for 1 liter bottles with unique isolator integration
- Separation system and can filling with integrated special peristaltic pump
- Can closing system with complete integration
- Integrated bio-decontamination systems using the purest hydrogen peroxide solution to achieve a 6log decrease in contamination
Applying isolation technology to such different processes requires deep innovation. Our approach, supported by full customization capabilities, can give precise directions on the technological solutions as well as the procedures to be implemented.
Ubicación: Konolfingen
Categoría: Pharma